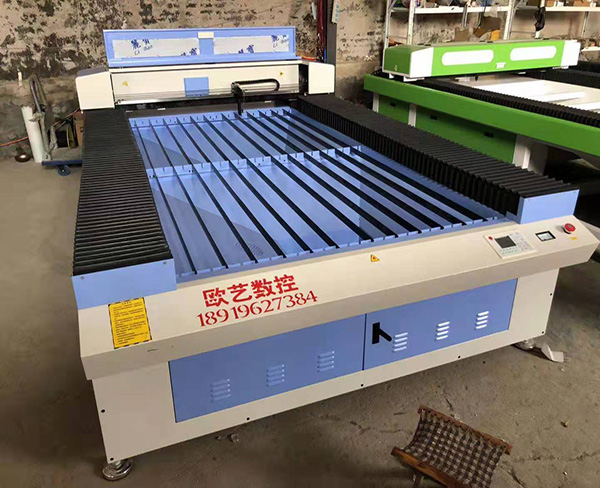
激光機切割過程中突然斷絲的原因
(1)切割厚件時,間歇過小或使用不適合切厚件的工作液;
(2)激光機脈沖電源削波二極管性能變差,加工中負波較大,使鉬絲短時間內損耗加大;
(3)鉬絲質量差或保管不善,產生氧化,或上絲時用小鐵棒等不恰當工具張絲,使絲產生損傷;
(4)進給調節不當,忽快忽慢,開路短路頻繁;
(5)激光機工作液使用不當(如錯誤使用普通機床乳化液),乳化液太稀,使用時間長,太臟;
(6)管道堵塞,工作液流量大減;
(7)導電塊未能與鉬絲接觸或已被鉬絲拉出凹痕,造成接觸不良。






激光切割機的影響因素
速度對切割的影響
速度對于不同材料的影響基本是一致的。速度太快,可能造成無法切割,火花四濺,火情斷面呈現斜條紋路,導致整個切割斷面較粗以及下半部分產生溶漬。速度太慢,會導致切割板材過熔,切割斷面較粗糙,切縫會相應變寬,在較小圓角或尖角部位造成整個區域熔化,得不到理想的切割效果。從切割火花可判斷進給速度的快慢;一般切割火花是由上往下擴散的,火花傾斜,則進給速度太快;若火花呈現不擴散且少,凝聚在一起,則說明進給速度太慢。

激光機實際操作中會遇到有哪些問題呢?
1.切割效果不好或切不透:
原因一:是功率設置,調節zui大和zui小光強,進行微調或者說下面底紙換厚一點;如果導軌松動也有可能導致功率不穩;
原因二:是光路偏了,要微調節,或者說你切割時的速度太快;
2.連接不上設備:電腦是否安裝驅動,USB線或網線是否插好,檢查USB線或者網線是否損壞,轉接頭是否銹蝕了;
3、切割時圖形變型和切割重疊:檢查導軌是否松動,電機是否壞,電壓是否穩定,機器的系統設置有沒有更改。

本網站全力支持關于《中華人民共和國廣告法》實施的“極限化違禁詞”相關規定,且已竭力規避使用“違禁詞”。故即日起凡本網站任意頁面含有極限化“違禁詞”介紹的文字或圖片,一律非本網站主觀意愿并即刻失效,不可用于客戶任何行為的參考依據。凡訪客訪問本網站,均表示認同此條約!感謝配合!
掃一掃手機網站





 在線客服
在線客服 15555154787
15555154787 1079706544@qq.com
1079706544@qq.com